欢迎您访问广州市晟峰五金有限公司网站,公司主营各种螺丝、螺母、高强度、汽车紧固件、非标紧固件等产品!
全国咨询热线:
020-34831869



 产品展示
产品展示 压铆件
压铆件

压铆螺母,又称花柄螺母,通过压铆的方式固定于薄板,从下附的安装视频中可以看出,将薄板的预开孔置于螺母上方,通过压机直接压入薄板,从而在薄板上形成坚固的内螺纹.
通过压铆螺母与薄板铆接的这种方式,广泛应用于机箱机柜钣金及其它冲压件,其行业遍及通信汽车网络设备等。

作为一家全系列压铆件厂商,我们具有多年的压铆螺母生产与服务经验,从早期的车削工艺升级到全系列冷墩化,机台长期固定生产单一规格,力争边际成本最小化、品质更稳定,从而为客户带来更大竞争优势。
已为国内外多家冲压、汽车部件、机柜等厂家提产品与技术支持。
左上排为不锈钢压铆螺母,下排为碳钢压铆螺母。

压铆螺母的分类:压铆螺母从材质上分为S,CLS,SP三种类型
S:碳钢压铆螺母
CLS:不锈钢压铆螺母
SP:不锈铁压铆螺母

压铆螺母的表示与标注方式示例:
S:代表材质为碳钢(与之相对应的其它型号还有CLS,SP等)
M6:螺纹为M6*1
2:对应的薄厚的代号,即最小板厚2.3(其它代号还有0,1,3等,见下表)
ZU:电镀代号,代表蓝锌(与之相对应的其它电镀代号参考链接)

压铆螺母的规格范围:
从规格上又分为公制与美制两种:
1,公制规格生产范围:M2~M12,详见下面规格表
2,美制规格生产范围:4#~1/2,详见美制压铆螺母标准
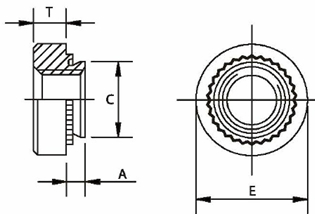
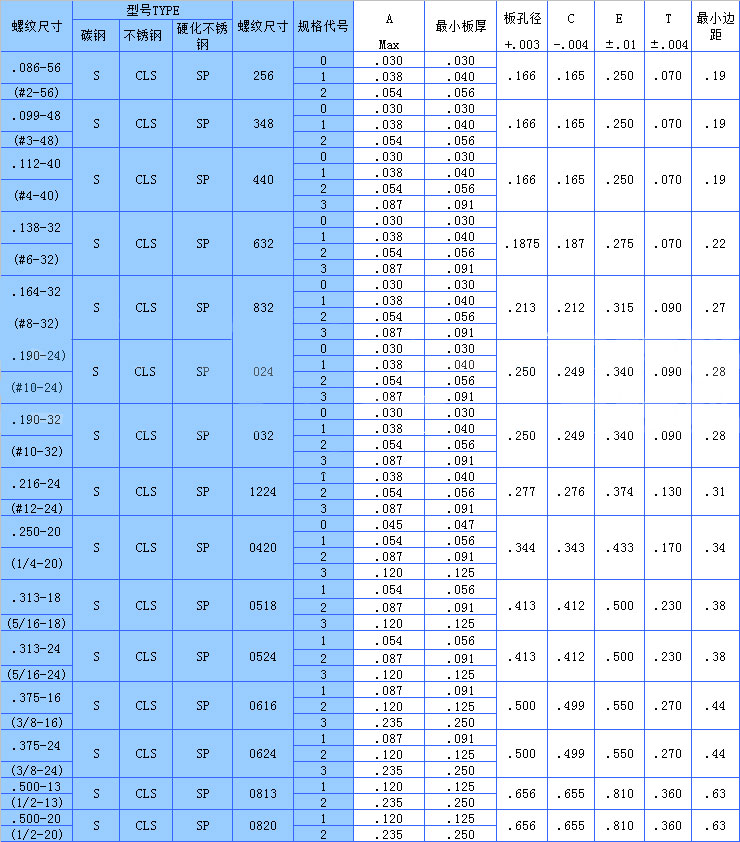
| 螺纹 | 型号TYPE | 螺纹尺寸 | 规格代号 | A | 最小 | 板孔径 | C | E | T | 齿厚 | 齿外径 | 最小边距 | ||
| 碳钢 | 不锈钢 | 硬化不锈钢 | ||||||||||||
| 板厚 | ||||||||||||||
| Max | +0.08 | -0.1 | ±0.25 | ±0.1 | ±0.05 | ±0.1 | ||||||||
| M2*0.4 | S | CLS | SP | M2 | 0 | 0.76 | 0.8-1 | 4.25 | 4.22 | 6.35 | 1.5 | 0.35 | 5.25 | 4.8 |
| 1 | 0.97 | 1 | 0.45 | 5.25 | ||||||||||
| 2 | 1.37 | 1.4 | 0.5 | 5.25 | ||||||||||
| M2.5*0.45 | S | CLS | SP | M2.5 | 0 | 0.76 | 0.8-1 | 4.25 | 4.22 | 6.35 | 1.5 | 0.35 | 5.25 | 4.8 |
| 1 | 0.97 | 1 | 0.45 | 5.25 | ||||||||||
| 2 | 1.37 | 1.4 | 0.5 | 5.25 | ||||||||||
| M3*0.5 | S | CLS | SP | M3 | 0 | 0.76 | 0.8-1 | 4.25 | 4.22 | 6.35 | 1.5 | 0.35 | 5.25 | 4.8 |
| 1 | 0.97 | 1 | 0.45 | 5.25 | ||||||||||
| 2 | 1.37 | 1.4 | 0.5 | 5.25 | ||||||||||
| M3.5*0.6 | S | CLS | SP | M3.5 | 0 | 0.76 | 0.8-1 | 4.75 | 4.73 | 7 | 1.5 | 0.35 | 5.75 | 5.6 |
| 1 | 0.97 | 1 | 0.45 | 5.75 | ||||||||||
| 2 | 1.37 | 1.4 | 0.5 | 5.75 | ||||||||||
| M4*0.7 | S | CLS | SP | M4 | 0 | 0.76 | 0.8-1 | 5.4 | 5.38 | 8 | 2 | 0.35 | 6.5 | 6.9 |
| 1 | 0.97 | 1 | 0.45 | 6.5 | ||||||||||
| 2 | 1.37 | 1.4 | 0.5 | 6.5 | ||||||||||
| 3 | 2.21 | 2.3 | 0.75 | 6.5 | ||||||||||
| M5*0.8 | S | CLS | SP | M5 | 0 | 0.76 | 0.8-1 | 6.35 | 6.33 | 8.64 | 2 | 0.35 | 7.6 | 7.1 |
| 1 | 0.97 | 1 | 0.45 | 7.6 | ||||||||||
| 2 | 1.37 | 1.4 | 0.5 | 7.6 | ||||||||||
| 3 | 2.21 | 2.3 | 0.75 | 7.6 | ||||||||||
| M6*1 | S | CLS | SP | M6 | 00 | 0.89 | 0.92 | 8.75 | 8.72 | 11 | 4.08 | 0.4 | 9.7 | 8.6 |
| 0 | 1.15 | 1.2 | 0.5 | 9.7 | ||||||||||
| 1 | 1.37 | 1.4 | 0.55 | 9.7 | ||||||||||
| 1.9 | 1.9 | 1.95 | 0.7 | 9.7 | ||||||||||
| 2 | 2.21 | 2.3 | 0.75 | 9.7 | ||||||||||
| 3 | 3.05 | 3.18 | 1 | 9.7 | ||||||||||
| M8*1.25 | S | CLS | SP | M8 | 0 | 1.15 | 1.2 | 10.5 | 10.47 | 12.7 | 5.47 | 0.5 | 11.5 | 9.7 |
| 1 | 1.37 | 1.4 | 0.55 | 11.5 | ||||||||||
| 2 | 2.21 | 2.3 | 0.8 | 11.5 | ||||||||||
| 3 | 3.05 | 3.18 | 1.6 | 11.5 | ||||||||||
| M10*1.5 | S | CLS | SP | M10 | 0 | 1.6 | 1.7 | 14 | 13.97 | 17.35 | 7.48 | 0.6 | 15 | 13.5 |
| 1 | 2.21 | 2.3 | 0.8 | 15 | ||||||||||
| 2 | 3.05 | 3.18 | 1 | 15 | ||||||||||
| M12*1.75 | S | CLS | SP | M12 | 0 | 2.48 | 2.5 | 17 | 16.9 | 20 | 8.5 | 0.9 | 19 | 18 |
| 1 | 3.05 | 3.18 | 1 | 19 | ||||||||||
| 2 | 6.0 | 6.1 | 1.6 | 19 | ||||||||||
| 型号 | 材质 | 硬度 | 热处理 | 表面处理 |
| S-碳钢压铆螺母 | 10B21-中碳硼钢 | HRC32-38 | 调质淬火 | 默认为蓝白锌 |
| CLS-不锈钢压铆螺母 | SUS304-不锈钢 | HV300-360 | 不处理 | 洗光本色 |
| SUS303-易车型不锈钢 | HV220-300 | 不处理 | 洗光本色 | |
| SP-不锈铁压铆螺母 | SUS410-不锈铁 | HRC43-50 | 真空淬火 | 钝化封闭 |
| 类型 | 使用的材质 | 元素名称及化学成份(%) | |||||||||
| 碳(C) | 锰(Mn) | 硅(Si) | 磷(P) | 硫(S) | 镍(Ni) | 钼(Mo) | 铬(Cr) | 铅(Pb) | 硼(B) | ||
| S | 10B21 | 0.18~0.23 | 0.70~1.00 | ≤0.10 | ≤0.030 | ≤0.035 | - | - | - | - | ≥0.0005 |
| CLS | SUS304 | ≤0.08 | ≤2.00 | ≤1.00 | ≤0.045 | ≤0.03 | 8.00-11.00 | - | 17.00-19.00 | - | - |
| SUS303 | ≤0.15 | ≤2.00 | ≤1.00 | ≤0.20 | ≤0.15 | 8.00-10.00 | ≤0.60 | 17.00-19.00 | - | - | |
| SP | SUS410 | ≤0.15 | ≤1.00 | ≤0.60 | ≤0.030 | ≤0.028 | ≤0.60 | ≤0.60 | 11.50-14.50 | - | - |
| 产品类型 | 螺纹编码 | 铆接厚度代码 | 测试安装板 | 安装力 | 推出力 | 扭出力 |
| 材质 | (kN) | (N) | (N•m) | |||
| S 及 CLS | 0 | 5052-H34铝材 | 6.7-8.9 | 280 | 0.9 | |
| M2 | 1 | 400 | 1.13 | |||
| M2.5 | 2 | 750 | 1.47 | |||
| M3 | 0 | 冷轧钢 | 11.2-15.6 | 470 | 1.47 | |
| 1 | 550 | 1.7 | ||||
| 2 | 1010 | 2.03 | ||||
| S 及 CLS | M3.5 | 0 | 5052-H34铝材 | 11.2-13.5 | 280 | 1.8 |
| 1 | 400 | 1.92 | ||||
| 2 | 840 | 2.5 | ||||
| 0 | 冷轧钢 | 13.4-26.7 | 480 | 1.8 | ||
| 1 | 570 | 2.3 | ||||
| 2 | 1210 | 2.3 | ||||
| S 及 CLS | M4 | 0 | 5052-H34铝材 | 11.2-13.4 | 300 | 2.37 |
| 1 | 470 | 2.6 | ||||
| 2 | 970 | 4 | ||||
| 0 | 冷轧钢 | 18-27 | 490 | 2.95 | ||
| 1 | 645 | 4 | ||||
| 2 | 1250 | 5.1 | ||||
| S 及 CLS | M5 | 0 | 5052-H34铝材 | 11.2-15.6 | 300 | 3 |
| 1 | 480 | 3.6 | ||||
| 2 | 845 | 5.7 | ||||
| 0 | 冷轧钢 | 18-38 | 530 | 3.6 | ||
| 1 | 800 | 4.5 | ||||
| 2 | 1112 | 6.8 | ||||
| S 及 CLS | M6 | 0 | 5052-H34铝材 | 18-32 | 750 | 7.9 |
| 1 | 970 | 10.2 | ||||
| 2 | 1580 | 14.1 | ||||
| 0 | 冷轧钢 | 27-36 | 900 | 13 | ||
| 1 | 1380 | 17 | ||||
| 2 | 1760 | |||||
| S 及 CLS | M8 | 1 | 5052-H34铝材 | 18-32 | 1570 | 13.6 |
| 2 | 18.1 | |||||
| 1 | 冷轧钢 | 27-36 | 1870 | 18.7 | ||
| 2 | 20.3 | |||||
| S 及 CLS | M10 | 1 | 5052-H34铝材 | 22-36 | 1760 | 32.7 |
| 2 | ||||||
| 1 | 冷轧钢 | 32-50 | 2020 | 36.2 | ||
| 2 |

详细的安装方式请参考压铆螺母安装方法
就如同本页上面的动画视频所示,将螺母置于工装治具(下附工装的设计方案图)的孔内,压铆部分露出工装平面,薄板孔对应螺母的铆接口,采用压铆机压入
需要注意的是:
1,压铆螺母置于薄板下方,压机从薄板方向压入.不可将压铆螺母置于薄板的上方通过直接压入螺母的方式安装,否则薄板将翘起
——这句话是什么意思呢?也就是说,不可以这种方式安装,而应该以这种方式安装,否则在压铆螺母与薄板接触的地方薄板很有可能会翘起,尤其是应用于铝板铜板等较软的板。再来看一次压铆螺母的正确与错误安装方式的对比示意图。
2,如果不希望采用如下动面视频动画中的凹型工装,也可采用简易的顶针方式来固定压铆螺母,但压铆螺母依然是置于薄板下方,见顶针方式固定压铆螺母的安装意图
3,不可使用冲床安装压铆螺母,因为其行程是固定的,安装力亦无法调试.如果一定要采用冲床,也请采用液压冲床。
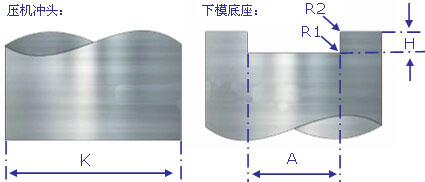
| 螺纹规格 | A±0.05 | H-0.03 | R1 Max | R2 +0.15 | K(min) | |
|
工 装 尺 寸 , 单 位 M M |
M2 | 6.43 | 1.60 | 0.25 | 0.15 | 12.70 |
| M2.5 | 6.43 | 1.60 | 0.25 | 0.15 | 12.70 | |
| M3 | 6.43 | 1.60 | 0.25 | 0.15 | 12.70 | |
| M3.5 | 7.08 | 1.60 | 0.25 | 0.15 | 17.00 | |
| M4 | 8.08 | 2.10 | 0.25 | 0.15 | 16.00 | |
| M5 | 8.80 | 2.10 | 0.25 | 0.15 | 17.40 | |
| M6 | 11.10 | 4.18 | 0.25 | 0.15 | 22.00 | |
| M8 | 12.80 | 5.47 | 0.25 | 0.15 | 25.40 | |
| M10 | 17.1 | 7.58 | 0.25 | 0.15 | 34.7 | |
以上方案作为实际作业中的理论参考,具体操作中跟据实际情况作适当调整,材质建议为模具钢。我公司不能提供该配件的供应,工装的制作并不是一个复杂的工程,一般上模会随压铆机的厂商有配套供应,而用户只需跟根据自己板材的形状不同设计制作下模。
压铆螺母目前没有对应的国标或国际标准,上面的规格表中的"型号TYPE"这一栏的“S”“CLS”“SP”指的是它型号的代号,虽不能称之为标准,但业内约定俗成的将这种标注方式及它对应的参数作为一种行业标准。即:
S:碳钢压铆螺母
CLS:不锈钢压铆螺母
SP:不锈铁压铆螺母
用户在咨询时只需这样表达即可:如“S-M3-1 ZI(电镀代号),或CLS M3-1等等。
以下是从一组M3到M6的碳钢镀锌的压铆螺母对比图:

除了以上所介绍的标准压铆螺母外,我公司可以根据客户要求订制各种非标准的压铆螺母,用户可根据自己的需要自由选择材质尺寸与螺纹规格——亦或是无螺纹就如同左图。我们为众多的用户量身订制过各种非标准的特殊的压铆螺母,具有丰富的设计与制造经验。
一款非标示例:


如你所见,每一颗螺母的花齿都打的铿锵有力,我们对齿模在模具中的位置作了重新设计以利于快速更换,从而保证了压花的饱满度、一致性及生产效率,这是我们的优势所在。如你所知,在生产过程中齿模的损耗总是最快的,更换一组齿模,齿模本身没多少钱,而时间成本却不容小觑,所以有些工厂被动地降低了花齿的容忍度,故而市场上很多厂家的压铆螺母花齿总是有烂花现象,而我们却不会。

由于长期生产压铆螺帽,我们的生产经验更加丰富对质量要求更加严格。每批产品均经过严格的来料与生产检验,外协热处理及电镀每批产品均需测试与备样.以CLS-M8为例,我们规定每个压花轮生产2000支产品即更换以保证花齿清晰饱满,为防止攻牙产生的斜牙与无牙,我们在入库前全检螺纹

 在线咨询
在线咨询 020-34831869
020-34831869


